Разработка конструкции, технологических процессов, технологической документации и изготовление опытных образцов мотогондолы, фонаря кабины пилотов и элементов конструкции планера вертолета Ка-226Т для ВВС Индии.
(с локализацией производства в Индии)
(в интересах АО «Камов» и АО «Вертолеты России»)
2018-2019 г.г.
(в интересах АО «Камов» и АО «Вертолеты России»)
2018-2019 г.г.



Серийное производство развернуто на Кумертауском авиационном производственном предприятии в 2019 году.
Суммарный выигрыш в весе макетного образца, сравнительно с прототипом, составляет 25%.
Особенности проекта:
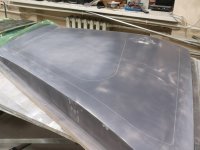
В формате серийного тех. процесса отработана технология изготовления носовой части - пилотской кабины с цельноформованной внешней обшивкой.
Эта концепция осуществлена на серийной отечественной машине впервые.
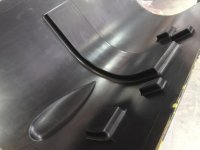
В процессе проектирования створки “горячей” зоны двигательного отсека была предложена “гибридная” схема, конструктивно реализованная как трехслойная панель, состоящая из внутренней обшивки - титановый сплав, гофрового заполнителя и внешней обшивки - высокотемпературный углепластик.
Сборка осуществляется посредством применения клее-клепаного соединения.
Такая конструкция позволила, удовлетворяя все требования Авиационных Правил (АП-29) в части пожаробезопасности значительно облегчить (в 2 раза) и значительно упростить и ускорить технологический процесс производства, в сравнении с традиционно применяемыми конструкциями из титановых сплавов.
В отечественном вертолетостроении применение композитных материалов в “горячей” зоне двигательного отсека аналогов не имеет.
В мировой практике имеется несколько аналогов подобных “гибридных” схем (фирма “AgustaWestland” – Италия), но по простоте конструкции и технологичности они однозначно уступают разработке, примененной на КА-226Т.
Особо нужно отметить предельно сжатые сроки выполнения данного контракта:
- Начало проектно-конструкторских работ – июль 2018 г.
- Начало работ по изготовлению оснастки – конец декабря 2018 г.
- Начало сдачи готовых изделий – май 2019 г.
- Подписание актов сдачи – июнь 2019 г.
Подробнее о проекте
Основная задача – максимально возможное снижение массы агрегатов фюзеляжа.
В связи с этим:
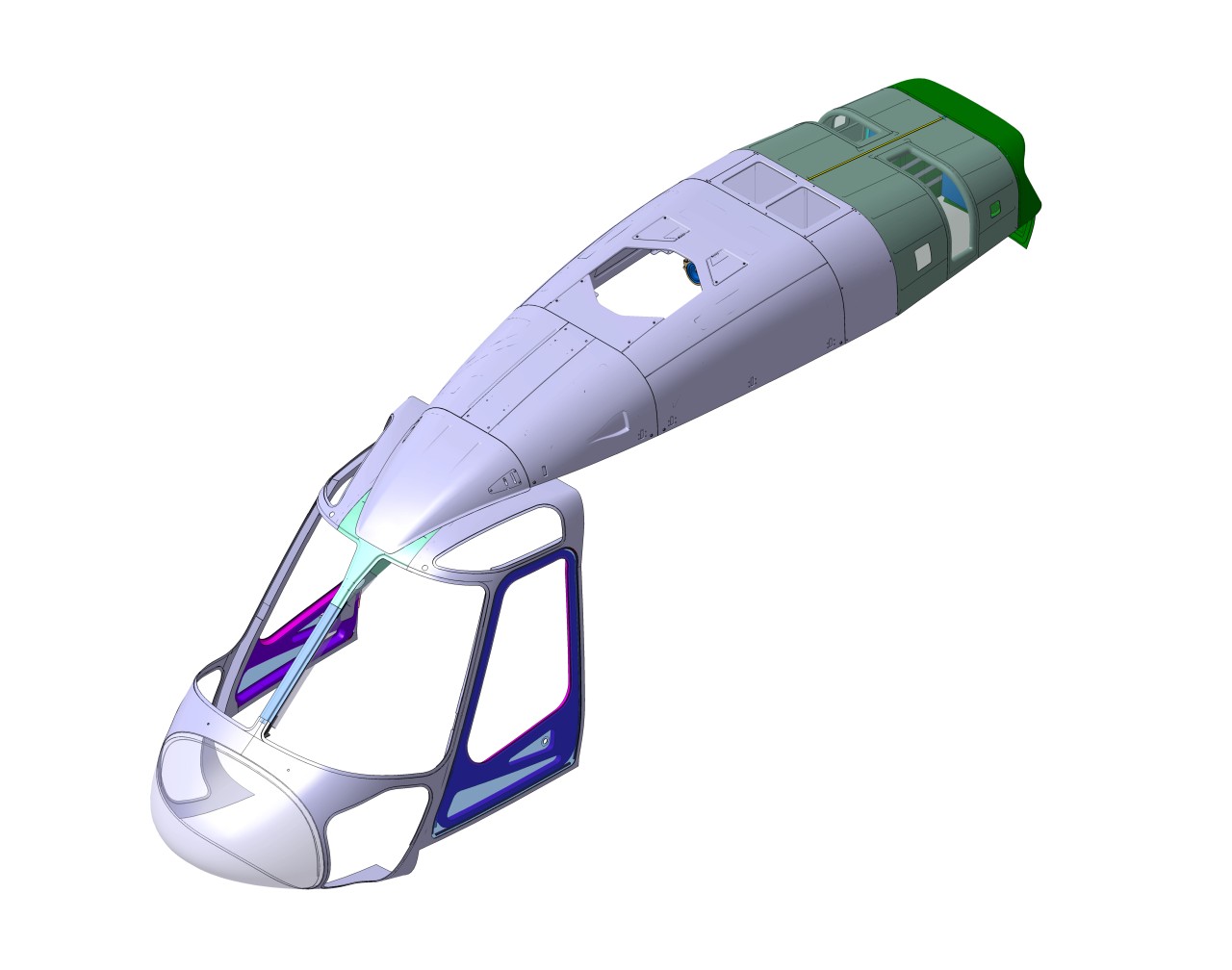
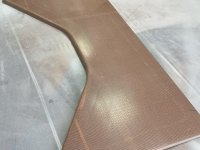
- Разработана конструктивно-силовая схема, включающая в себя, преимущественно, элементы, выполненные из материалов на основе высокомодульного углеродного волокна, имеющего наилучшие удельные механические характеристики, в том числе – в виде трехслойных панелей с сотовым наполнителем.
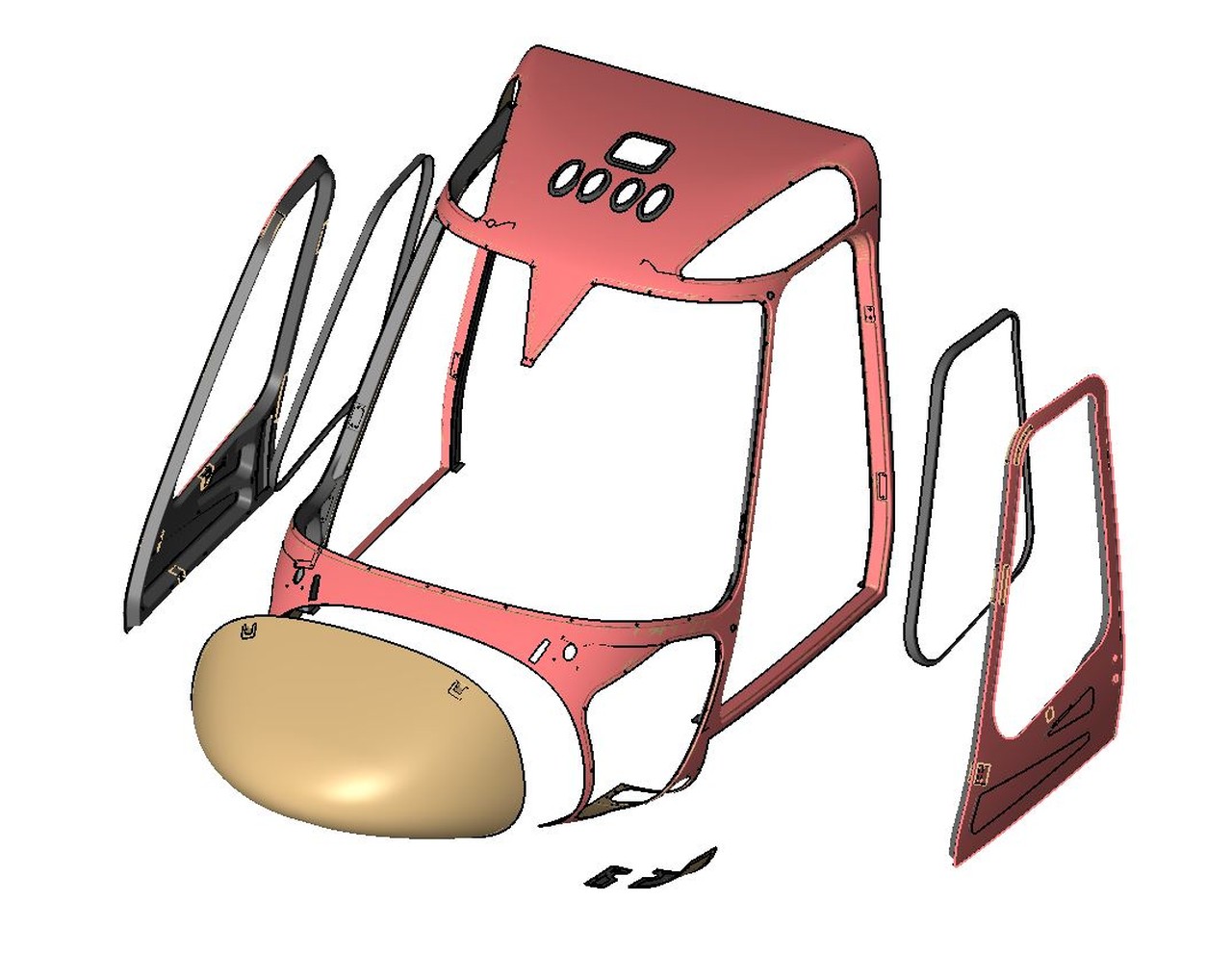
- Разработаны конструктивные элементы носовой части и мотогондолы. С целью повышения весовой отдачи внешняя обшивка каркаса фонаря пилотов и створок двигательного отсека мотогондолы выполнена цельноформованной. По той же схеме, без сборочных переходов и подсборок, спроектированы и трехслойные сотовые панели редукторного отсека мотогондолы. Защитные сетки диффузоров воздухозаборников двигателя и охлаждения поднапольного пространства интегрированы с внутренней титановой обшивкой створки моторного отсека, конструктивно оформленной в виде трехслойной панели с гофровым заполнителем. С той же целью, оптимизирована конструкция внутренних рифтовых элементов каркаса пилотской кабины – уменьшено количество деталей и сборочных переходов до предела технологических возможностей изготовления.
- С использованием методов математического моделирования проведено исследование аэродинамических характеристик, а также, определены параметры прочности и жесткости конструкции (в т.ч. частотные характеристики).
- На основе полученных расчетных данных проведена оптимизация конструкции и выпущена РКД (рабочая конструкторская документация), выполненная в формате программного комплекса “Catia” в соответствии с ЕСКД (единая система конструкторской документации) и внутренними стандартами АО КБ “Камов”, с последующей передачей в TIM-центр КБ в виде “Электронной модели”. Также, подготовлен и передан в АО КБ “Камов” комплект технологической документации для организации производства на АО “КумАПП”
- Спроектирована, изготовлена, отработана и передана на серийный завод композитная производственная оснастка.
- Доработана до уровня серийного тех. процесса технология изготовления обшивки носовой части - фонаря кабины, с применением сборной оснастки и методики двухпроходного вакуумного формования.
- Отработана технология изготовления трехслойной конструкции, выполненной в виде внутренней обшивки из гнутого титанового листа, углепластикового гофрового заполнителя и углепластиковой внешней обшивки. В рамках данного технологического цикла апробирована операция лазерной резки для разделки отверстий заданной формы в листе из титанового сплава, примененной при изготовлении защитных сеток воздухозаборников непосредственно во внутренней обшивке створки двигательного отсека мотогондолы.
- Отработаны технологические приемы автоматизированного раскроя (FiberSim) и выкладки препрега при изготовлении деталей сложной формы, в том числе цельноформованных трехслойных панелей с сотовым наполнителем.
- Изготовлены макетные образцы готовых изделий и переданы для проведения статических испытаний.
Технологические циклы изготовления
Изготовление мастер-моделей








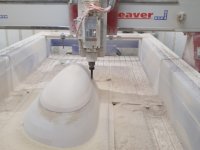

















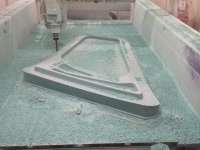









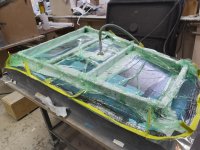
Изготовление матриц























Изготовление изделий

































Сборка наших элементов на КА-226Т

























